
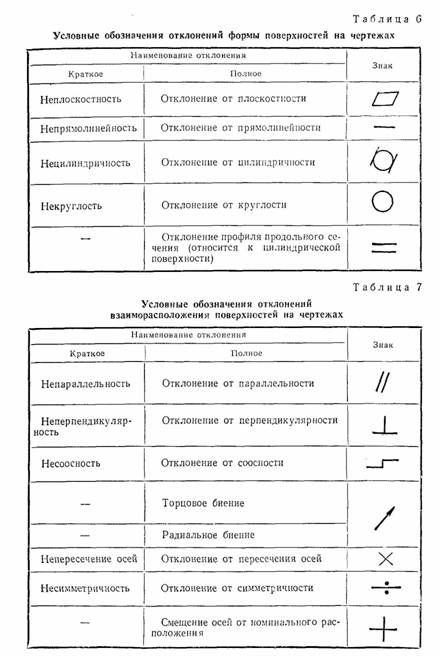
Взаиморасположение поверхностей и точность формы
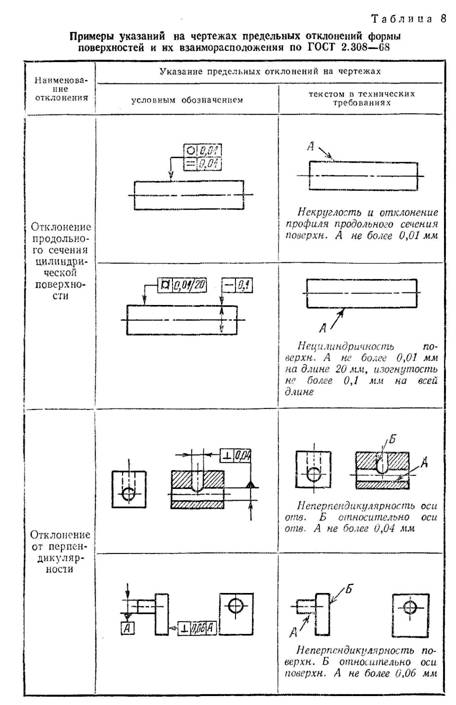
При условном обозначении данные о предельных отклонениях формы и взаиморасположения поверхностей указываются (см. примеры в табл. 8) в прямоугольной рамке, разделенной на две или три части, в которых помещают: в первой — знак отклонений по табл. 6 и 7; во второй — величину допускаемого предельного отклонения в миллиметрах; в третьей — буквенное обозначение базы или другой поверхности, к которой относится отклонение взаиморасположения. Если баз несколько, то вписываются все их обозначения.
Рамка соединяется прямой или ломаной линией со стрелкой с элементом, к которому относится предельное отклонение формы поверхности. Направление стрелки показывает направление измерения.
Рамка с данными о предельных отклонениях взаиморасположения поверхностей соединяется, кроме того, с базой прямой или ломаной линией, заканчивающейся зачерненным треугольником. Базой может служить контурная, выносная или осевая линия (см. табл. 8).
Там, где для двух или большего количества поверхностей предельные отклонения их взаиморасположения не определяются никакой базой, допуски называются зависимыми и условно обозначаются знаком (М) , который помещается в рамке, вслед за величиной предельного отклонения (см. пример в табл. 8).
Если зависимые допуски взаиморасположения составляют в чертеже большинство, то независимые допуски иногда могут обозначаться знаком (S)
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 27.08.2020Просмотров: 2556
Чтобы продлить срок службы станка, повысить качество его работы и эффективность, необходимо регулярно проводить техническое обслуживание.
- 08.09.2020Просмотров: 4055
Мини-станок для токарных работ позволяет удобно изготавливать и обрабатывать штучные детали. Оборудование предназначено для установки в небольших помещениях. Это может быть гараж, мастерская в доме и даже рабочий кабинет. Функциональность мини-станка практически не отличается от заводского оборудования, и единственной особенностью выступают размеры заготовок.
- 27.08.2020Просмотров: 16776
Сопрягаемые детали. Рассматривая соединения деталей машин, мы замечаем, что они в различных парах очень разнообразны по своему характеру. В некоторых случаях одна из деталей какой-либо пары во время работы машины остается неподвижной по отношению к другой детали этой же пары; в других случаях — совершает то или иное движение (например, вращательное, поступательное и т. д.) относительно другой детали.

